Finished Machined Products
RMC produces many machined, metal products for the oil/energy and high-pressure pumping industries.
RMC specializes in: We also produce:
- Adapter Bodies
- Bonnets
- Composite Blocks
- Conductor Housing, 30 – 45 in.
- Cross Bodies
- Drill Stabilizers
- Flowline Hubs, 20 – 30 in.
- Hangers
- Hubs
- Inner Bodies
- Inner Cylinders
- Locking Dogs, 15 – 24 in.
- Metallic Seals
- Valve Bodies of all sizes
- Actuators
- Adapter plates
- API flanges
- API ring gaskets
- Blind flanges
- Casing heads
- Casing tubing
- Cross valves
- Flanges
- Fluid cylinders
- For fluid ends on 40,000 psi pumps
- Gaskets
- Half valve actuator
- Hydraulic seals
- Manifolds
- Pump housings
- Reducer bushings
- Seals
- Tee valves
- Tree cap adapters
- Tubing heads
- Valves (from 5,000 to 20,000 psi)
- Wellhead adapters

If you don’t see the finished product that you are looking for here, give us a call. Chances are that if it can be machined out of metal, RMC can make it for you.
NDE Tests to Assure Product Quality
Quality is the foundation of RMC’s growth, the driver for our business, and our commitment to customers. The RMC inspection department verifies every part is sent with no defects and within tolerance.
To test the quality of the metals used in our products and the quality of our finished products, RMC performs nondestructive examinations (NDE).
Liquid Penetrant (LP) Test: This inspection method is used to locate surface defects in stainless steel and other non-ferrous alloys. A specially formulated liquid (penetrant) is applied to the surface of the material where it will seep into any open infraction or flaw.
Magnetic Particle (MP) Test: This non-destructive testing process is used to locate surface and subsurface defects in ferroelectric materials such as iron, nickel, cobalt, and some of their alloys.
A magnetic field is applied to whole part to check for infractions. This method depends on the fact that discontinuities in or near the surface perturb magnetic flux lines induced into a ferromagnetic material. The ferromagnetic material requirement limits the applicability of MT to carbon and low-alloy steels.
Brinell Hardness Test: This test characterizes the indentation hardness of materials through the scale of penetration of an indenter. The test is conducting by applying a known load to the surface of the test specimen via a hardened steel or diamond ball of prescribed size and measuring the indention. The Brinell test uses a larger indenter than most other methods and as such provides a good indication of the hardness of the bulk material.
Most metals can be tested using the Brinell scale. Brinell test methods are defined in ASTM E10-08 and ISO 6506-1:2005 standards. RMC uses a stationary machine for large parts and a portable machine for smaller parts.
Rockwell Hardness Test: This test determines the hardness by measuring the depth of penetration of an indenter under a large load compared to the penetration made by a preload. The Rockwell test is especially useful for testing small parts because it employs a small area of indentation. Test methods are defined in ASTM E18 and ISO 6508-1 standards. RMC uses a stationary machine for small parts.

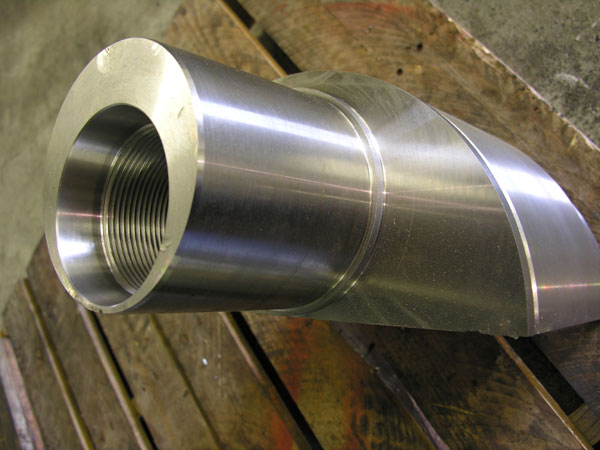
Adapter

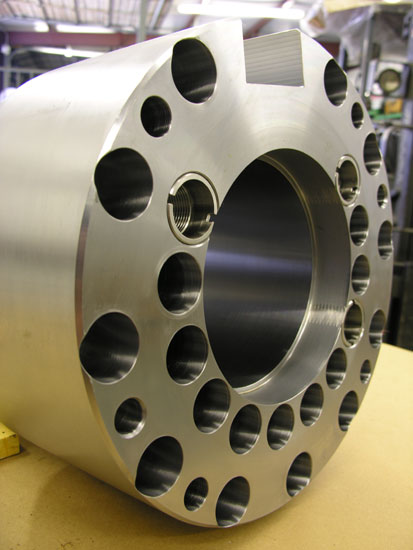
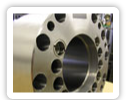
Valve Seat Pockets

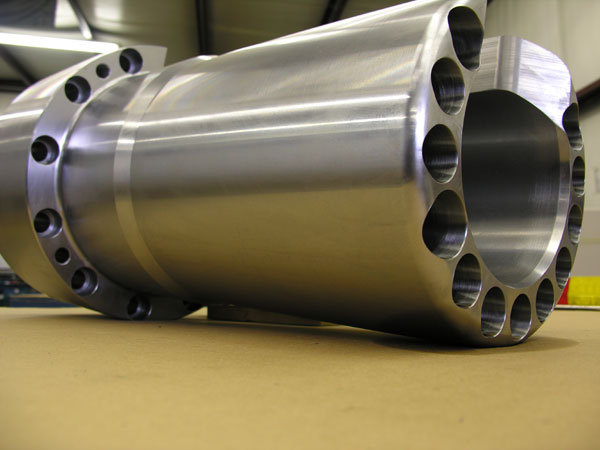
Split Hanger
Bushing 1

Bushing 2
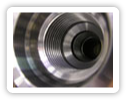
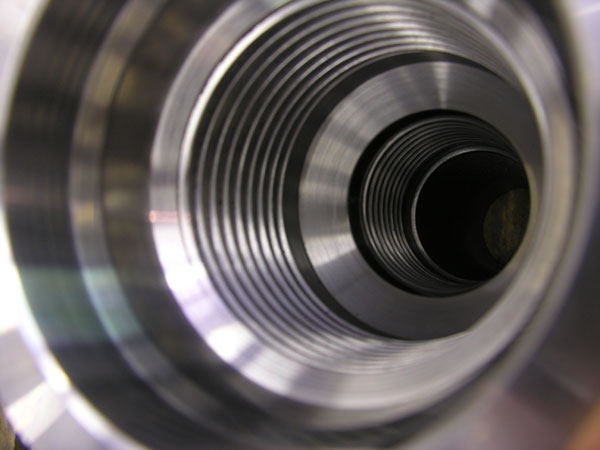
Threads

Tubing Hangers